






面白いのは、各々がいつもいる蔵ではないので勝手が違うと言うことで、
洗米を手作業で行う場合に身長の高い方は腰を痛めてしまう。 確かにこういったところも重要ですねぇ、
指が死んでもいけないのでなんとか29センチの長靴で笑洗米、蒸し、種切りは無事終わり、ほっと一息。 乳酸菌生成促進のために酒母麹の吸水率、種量を多めにする。
吸水率33%、種量80g/100kにした為、5キロ別盛りになりました。
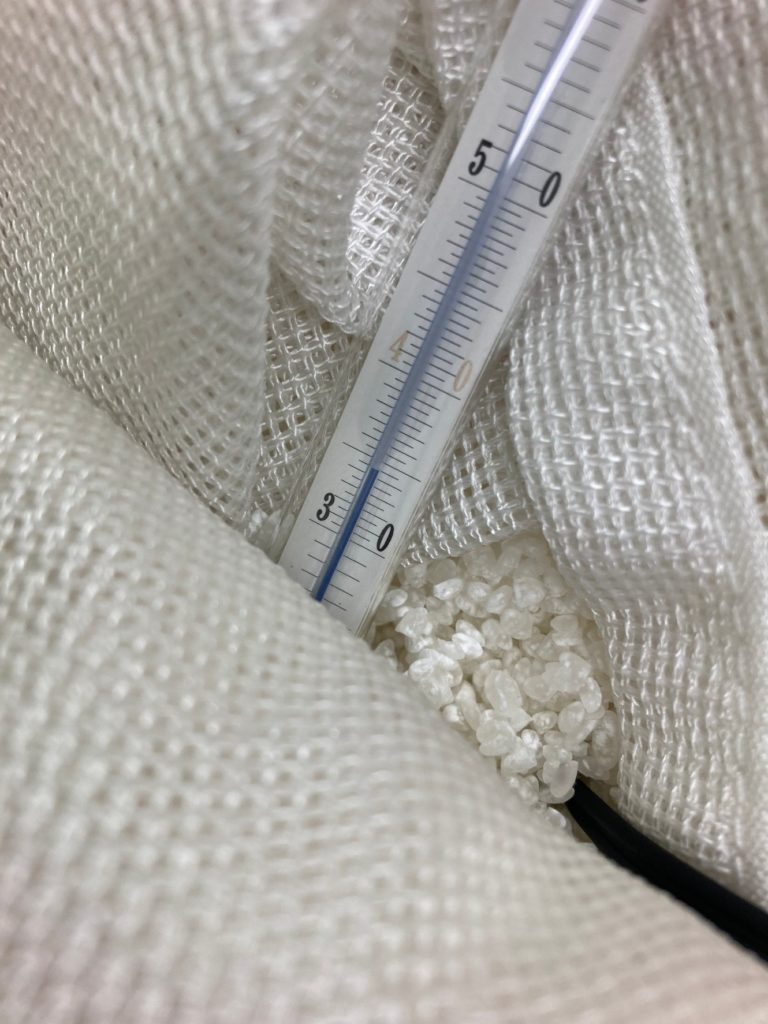
盛りは箱に7センチで盛って31.5前後
モトとカケは温度帯の違う別々の部屋で管理になってます。ここから箱でいくのか?桶でいくのか?を検討中。
ここも最近よく話題に上がりますが、ネルかけるか、GORE-TEXかけるか?ここも重要ですね。
さらには、 温度湿度を天窓、ダクト、サーキュレーターで調整するか、がっつり室温いじるか?
どの選択(方向性)をするかというだけでも一苦労です。
これは蔵元によっては選択肢がないところもあるだけに、 選べるだけの選択肢があるのは関谷醸造の設備あっての話ですが、 本当にすごい蔵本ってことがわかりますね。
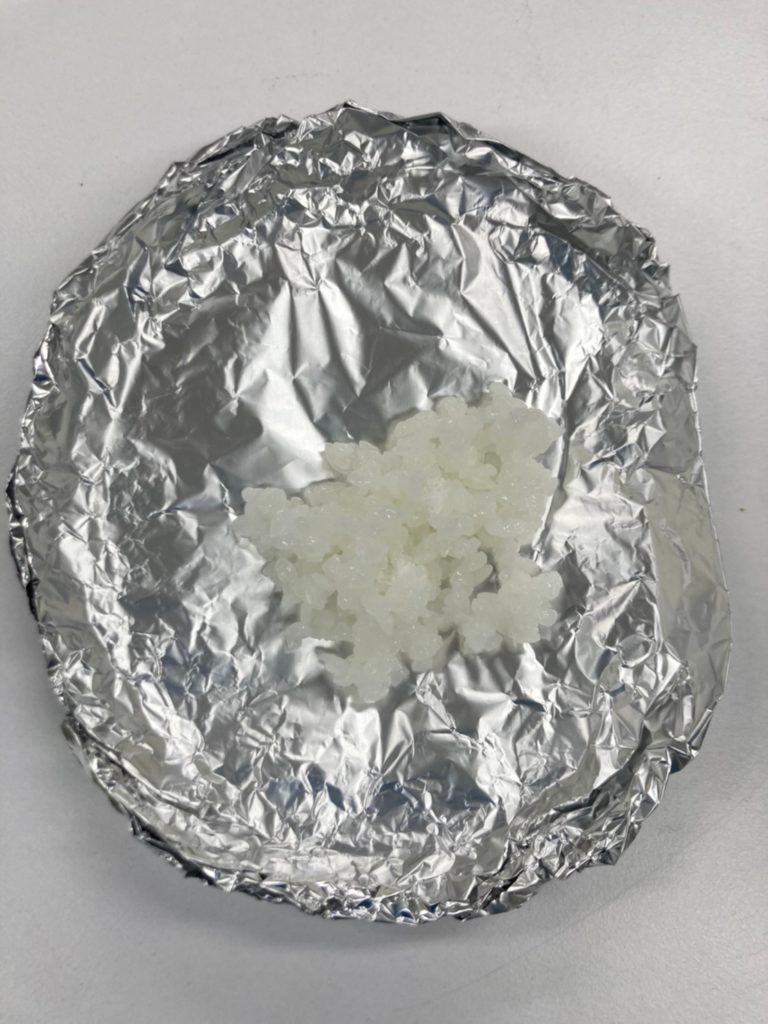
こちらのチームは「濃醇系」チームですが、
写真の麹を見て貰えばわかるとおり、バチバチにハマった麹になったと思います。
ここからしっかりと濃醇さを引き出すことが重要ですね!
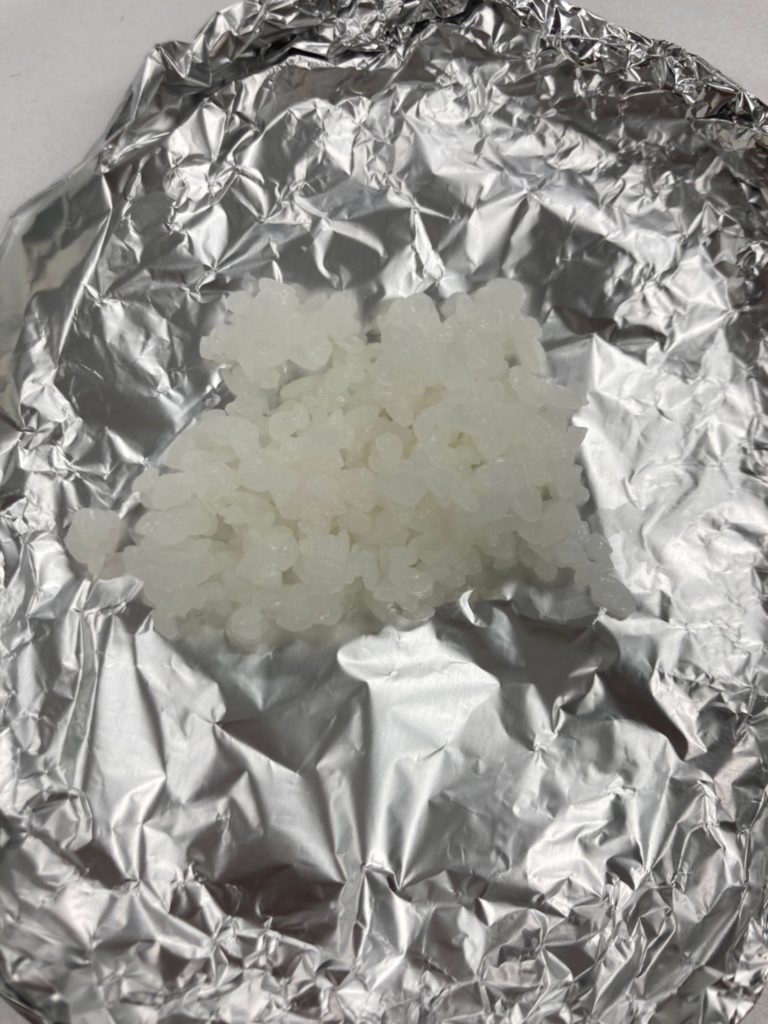
重要なキモト仕込みですが量が少ないので、チームメンバーで話し合い
写真のようにビニール袋に入れて6°の部屋で1週間ほど様子見ます。
これもまた、匿名醸造家の知恵の交換です。
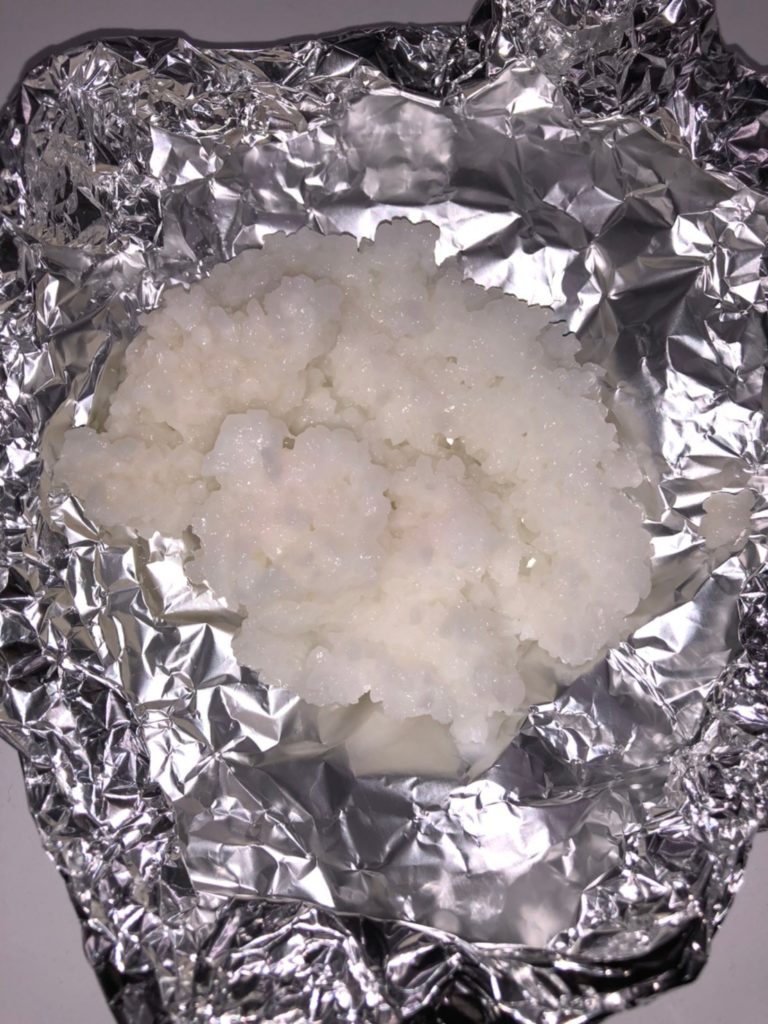
朝夕反転させて液状化させます。
反転をして数日ですが所感としては溶解が遅く感じ老化が進んでカチカチのご様子。
亜硝酸のパッチテストはこちら
下が30分後ですが、まだまだ出てないですね。
数日後ようやく出てきました。ややピンクになっているのがわかります。
さぁこれから モト寄せ、初ダキに入っていきます!
楽しみだ。